Bildergalerie
Bildergalerie






























IBZ sets standards in the field of special machine construction for the automotive industry.
High-quality engineering and innovative creativity are your profit.
Together with you, our well-founded knowledge and with the latest software we create new solutions for you.
Get an overview of a small selection of realized projects.
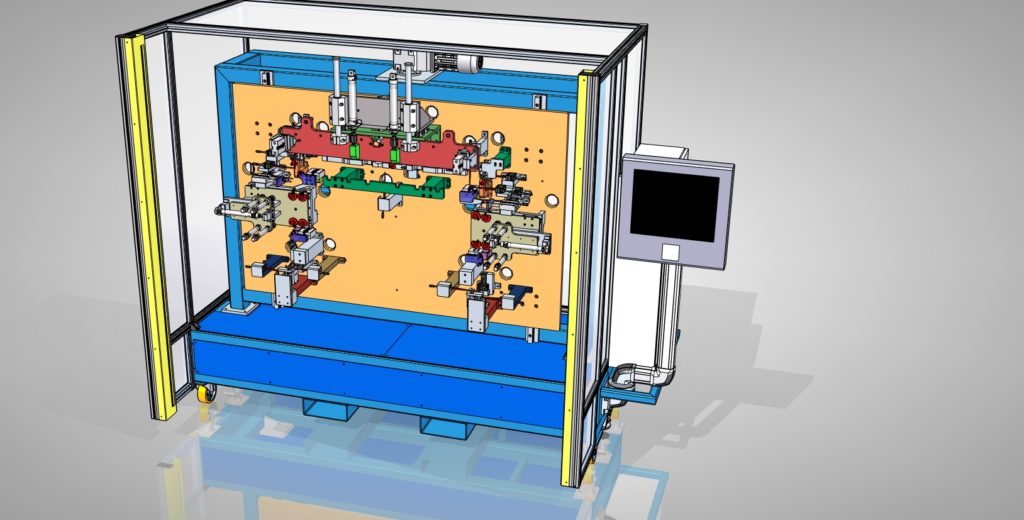
Designed as 3 pre-assembly manual workstations and an automatic test and adjustment machine for assembling fog lights.
One left or one right fog light is mounted in the system. The mounting devices are designed as exchangeable plates in order to be able to produce several types on the plant.
In the last station, where the opacity has been realised, the leak tightness is checked and then the fog light is electrically contacted and adjusted according to the customer’s specifications.



Designed as a solid steel construction with a clamping force of approx. 450 kg.
The position of several points is checked according to the customer’s specifications.
In addition, the location and existence of key customer boreholes are also investigated. Automatic test procedure with real-time display of the deviation of the measured points during straightening.
Measuring tolerance +/- 0.01 mm.

Designed as a steel construction with a clamping force of approx. 50 kg.
Automatic device for testing different contour connection points on the contour of the carrier.
Adjustable working height. Measuring tolerance +/- 0.01 mm.
Designed as a steel construction with a clamping force of max. 450 kg.
Manual station with 2-hand operation for workpiece clamping.
Visualization of the measuring points in real time during measurement. Measuring tolerance +/- 0.01 mm.

Automatic testing and stacking system for airbag capsules comprising a 2-lane singling conveyor, 2 highly dynamic gripper units for loading and unloading the test device (cycle time 2s), intermediate storage for OK capsules, gripper for OK parts, transport roller conveyors with pallet manipulation, NOK scrap. Capsules are provided by the singling conveyor to the gripper which feeds them into the test position. In order to achieve the desired cycle time, 2 gripper units are installed here which move on a linear servomotor. Good capsules are placed by the second gripper unit in appropriate positions in the intermediate trays and form a row which can then be deposited in a tray.

Complete pre-assembly line consisting of 10 stations (automatic, semi-automatic, manual) and a transport system for workpiece carriers TS2 from Bosch. The preparatory work is carried out in the first 4 stations, which are operated manually. Various pins, shaft seal rings, bearings and attachments such as nipples and vents are pressed in the stations. In the remaining stations, the workpiece is assembled and screwed together in the appropriate sequence. Each installed part is checked for presence and correct positioning. During all pressing processes, the path and the pressing force are recorded and stored.

